同步辐射LIGA技术标准工艺
中科院北京高能物理研究所
一、设备情况
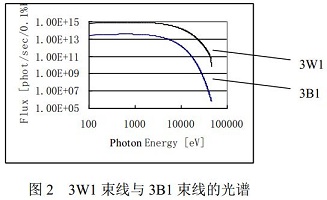
由于(BSRF)上的3W1束线存在光强太大、光谱太硬的特点,造成曝光时热应力大、显影时非曝光区界面易脱落,影响了细线条、高深宽比的实现。我们自筹资金于2002年对3B1束线进行了改造,将LIGA曝光腔移到3B1束线上,使得光强、光谱更加适合光刻的需要,此外曝光面积也增加到50毫米×50毫米,以适应3英寸硅片曝光的要求,2002年10月改造完毕,现已投入使用。图1为改造后的新LIGA实验站棚屋和曝光腔。图2为3W1束线与3B1束线的光谱对比。
.JPG)
二、同步辐射X光曝光工艺
在863计划的支持下,进行了同步辐射曝光工艺研究,初步确定了新条件下的标准工艺条件。对于2毫米的超厚结构,采用对PMMA光刻胶多次曝光的方法,为了避免显影时掩模移位,将掩模直接固化在光刻胶上。标准工艺条件如下:
-
1)硅片清洗后,在其表面蒸镀铬60纳米,蒸镀金60纳米;
-
2)在蒸镀金属后的硅片表面旋涂12微米的SU8胶;
-
3)利用光学掩模,在紫外光刻机上进行接近式曝光;
-
4)显影后,在光刻胶缝隙中电镀金,厚度约10微米;
-
5)在热浓硫酸中去胶后,得到硅/金掩模;
-
6)在钛片上浇注2毫米PMMA光刻胶,固化;
-
7)PMMA/钛片表面涂一薄层PMMA,硅/金掩模倒置其上,固化;
-
8)热浓氢氧化钾溶液中去除硅基底;
-
9)分别在去铬液和去金液中去除蒸镀的金属种子层,得到金结构固化在PMMA中的样品;
-
10)LIGA曝光腔中曝光,曝光剂量为5000毫安·分钟;
-
11)在G-G显影液中室温下显影60分钟,充分干燥;
-
12)重复曝光、显影3次,使得总曝光剂量为20000毫安·分钟;
-
13)清洗、干燥,得到已曝光好样品,可以用于下一步的电铸。
对于2微米及以下的超细结构,采用电子束制作母版,同步辐射翻制中间掩模的办法,可以获得细线条、高深宽比的微结构。标准工艺如下:
-
1)硅片清洗后,在其表面蒸镀铬60纳米,蒸镀金60纳米;
-
2)在蒸镀金属后的硅片表面旋涂1微米的PMMA电子束光刻胶;
-
3)在电子束光刻机中进行曝光;
-
4)显影后,在PMMA光刻胶缝隙中电镀金,厚度约1微米;
-
5)在热浓硫酸中去胶后,在其表面旋涂3微米的聚酰亚胺胶,固化;
-
6)在氢氟酸/硝酸中去除硅基底;
-
7)分别在去铬液和去金液中去除金属种子层,得到金/聚酰亚胺中间掩模;
-
8)硅片清洗后,在其表面蒸镀铬60纳米,蒸镀金60纳米;
-
9)在蒸镀金属后的硅片表面旋涂12微米的SU8光刻胶;
-
10)利用金/聚酰亚胺中间掩模,在光刻实验站的曝光腔中进行同步辐射曝光,曝光剂量为1500毫安·分钟;
-
11)显影后,在SU8光刻胶缝隙中电镀金,厚度约10微米;
-
12)在热浓硫酸中去胶后,在其表面旋涂15微米的聚酰亚胺胶,固化;
-
13)在氢氟酸/硝酸中去除硅基底,得到金/聚酰亚胺掩模;
-
14)硅片清洗后,在其表面蒸镀铬60纳米,蒸镀金60纳米;
-
15)在蒸镀金属后的硅片表面滩涂80微米的SU8光刻胶;
-
16)利用金/聚酰亚胺掩模,在LIGA曝光腔中进行同步辐射曝光,曝光剂量为600毫安·分钟;
-
17)显影、干燥后得到已曝光好样品,可以用于下一步的电铸。
三、电铸工艺
电铸工艺参照现成工艺,主要用于金、镍、铜等金属的电铸。
1)镍电铸液体系的配方为:
-
氨基磺酸镍[Ni(NH2SO3)2.4H2O] 600g/l
-
氯化镍[NiCl2.6H2O] 10g/l
-
硼酸[H3BO3] 30g/l
-
pH 3.5-4.5
-
温度 20-70℃
-
电流密度 90A/dm2
-
采用直流电源,循环过滤,根据需要进行阴极移动。此外需定期进行电解处理以维护电铸液的稳定。
2)铜电铸液体系的配方为:
-
硫酸铜(CuSO4.5H2O) 220g/l
-
硫酸(H2SO4) 60g/l
-
温度 20-50℃
-
电流密度 1-10A/dm2
-
采用周期换向脉冲电源,重复频率50Hz,正向电流与负向电流之比为7:1。
3)金电铸液体系的配方为:
-
金(以三氯化金的形式) 13g/l
-
亚硫酸钠(Na2SO3.7HO) 160g/l
-
柠檬酸钾(K3C6H5O7) 90g/l
-
pH 8-10
-
温度 40-60℃
-
阴极电流密度 0.3A/dm2
-
采用脉冲电源,重复频率1000Hz,占空比1:10。
四、结果
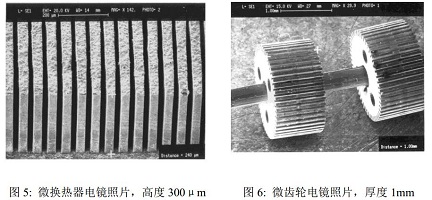
成品率严重依赖图形结构,一般说来线条越宽,深宽比越小,图形越简单,成品率越高。同步辐射光刻在深宽比小于等于20,长宽比小于等于100的情况下,批量制作成品率可高达80%。金电铸主要用于掩模以及X光光学元件制作,厚度一般不超过20微米,正常情况下批量制作成品率可达70%以上。铜电铸现已用于微换热器、电火花电极等部件的制作,批量制作成品率一般在50~80%。镍电铸用于模具、齿轮、滤网等多种部件的制作,应用广泛,但电铸过程中易出现结瘤、孔洞等问题,电铸出的镍应力大,电铸时易出现变形甚至脱落,此外电铸液的稳定性也是问题,批量制作的成品率较差,对图形结构的依赖程度很大。
LIGA技术目前达到的技术指标为:
-
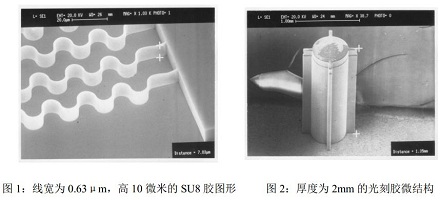
最小线宽: 0.63μm (图1)
-
最大厚度: 2000μm (图2)
-
深宽比(光刻胶): 65 (图3)
-
深宽比(金属): 30 (图4)