上海市非硅微纳集成制造专业技术服务平台
UV-LIGA 技术采用基于SU8光刻胶的厚胶紫外光刻工艺,大大降低了 LIGA 技术的加工成本,缩短了加工周期,并且可以制备台阶微结构,但其技术指标低于同步辐射LIGA技术,适用于加工深度小于500μm,线宽大于5μm,深宽比小于20的微结构。
一、 设备情况
溅射机: 德国 Laybold-Heraus 公司 Z-550
可进行直流、交流溅射,靶材有 Cu、Cr、Fe-Ni、Ti、Au 等
本底真空:2×10-6 mbar,射频最大功率:2.5 kW,直流最大功率:1 kW, 沉积速率:20-60nm/分钟
容量:3 英寸硅片 13 片
厚胶甩胶台:德国 Karl Suss 公司 RC8
可进行厚光刻胶的制备,具有程控功能
可用最大工作尺寸:3",最大转速:5000rpm
时间范围:0-999s
双面光刻机:德国 Karl Suss 公司 MA6
可进行正面和反面对准曝光,
最小线宽:2μm,对准精度:1μm
精密铣切机:德国 Leica 公司 SP2600 可进行光刻胶表面的铣切;
最小进刀步长:1μm
兆声显影机:德国 Megasonic 公司
可实现高深宽比阴图形微结构的显影频率:1MHz
反应离子刻蚀机:法国 Alcatel 公司 Nextral 100
可实现硅、氧化硅、PMMA、玻璃等材料的刻蚀,用于制备深刻蚀掩膜和电
铸前的活化;
刻蚀速率:50nm/min
可选用 SF6、CHF3、O2 等作为刻蚀气体
微结构模具电铸系统:自制可实现铜和镍的电铸; 镀速: 0.02-0.05mm/hr
流量: 0.5-2l/ min 搅拌,速率: 20-100 次/min 电铸温度: RT-70℃,温度控制精度:0.10℃
真空热压机:德国 JENOPTIK 公司 HEX01/C
可进行热塑性塑料微结构的批量加工,其特色是在模压过程中可抽真空; 最大压力 20kN,最高热压温度 210℃
测量显微镜:日本 OLYMPUS 公司 STM-MJS2
可进行微结构形貌观察和三维长度测试; 测量精度: 1μm
表面轮廓仪:美国 Veeco 公司 Dektak 6M
可进行微结构表面轮廓和结构厚度的测试;
垂直测量距离:1mm, 精度:0.1 nm/6.5μm, 1 nm/65μm, 16nm/1mm 扫描长度:50μm-30mm
扫描电镜:日本 Hitachi 公司 SP2600
可进行微结构形貌观察和拍照;
最大加速电压:25kV,最大放大倍数:20 万倍,分辨率 5nm
附带 ADDA,数模转换器,模拟信号可转化为数字信号进行处理
二、 工艺流程
-
紫外厚胶光刻工艺
-
对硅片或玻璃片(厚度大于 1mm)进行清洗,并在 180℃烘 4 个小时以上以去除表面水分子;
-
硅片一面溅射 2μm 左右厚的金属钛薄膜并进行湿法氧化发黑处理;
-
再次对其进行清洗并 180℃烘 4 个小时以上;
-
利用厚胶甩胶机在基片表面旋涂所需要厚度的 SU-8 胶;
-
利用程控烘箱或者热板对SU-8胶进行前烘处理。
-
用精密铣床切除由于边珠效应(edge bead effect)造成的边缘较厚的部分,获得相对平整的SU-8胶平面和所需的厚度;
-
利用光学掩模,在 SUSS MA6 紫外光刻机上进行接触式曝光;
-
对曝光后的 SU-8 胶进行后烘热处理,得到交联的 SU-8 胶结构;
-
显影,得到光刻胶图形,对高深宽比阴图形要使用兆声显影设备。
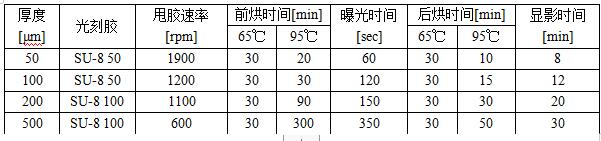
表 1:不同厚度 SU8 光刻工艺参数
-
模具电铸工艺
-
微电铸镍:
电解液类型:改良瓦特镍镀液体系
镀液工作条件:温度:50-60℃,PH 值:4.5-5.0, 镀速:0.15-0.4μm/min
厚度范围:60-2000μm
-
微电铸铜
镀液类型:高分散性酸性镀铜液体系,
镀液工作条件:室温,强酸环境,在强酸性环境中不稳定的材料不能直接作为基体材料使用。
镀速:0.2-0.5μm/min
镀层厚度范围:30-1200μm
加工时间:按照镀层厚度从 1 天到 10 天不等
-
微电铸镍铁合金:
电解液类型:硫酸盐型稀溶液
镀液工作条件:温度:50-60℃,PH 值:4.5-5.0, 镀速:0.05-0.2μm/min
厚度范围:40-300μm
-
样品后处理
将玻璃片或硅片敲碎,剩余的硅片在 80℃下用 40%的 KOH 溶液去除,玻璃片用 10%HF 去除;用自己开发出的 SU-8 去胶液去除 SU8 光刻胶,将金属模具的背面和边缘用砂轮磨平,线切割后获得金属微结构模具。
-
微复制工艺
-
将模具固定在真空热压机上,底部放上待模压的塑料片,如 PMMA、PC、PS、PVC 等;
-
关闭模腔并抽真空;
-
加接触力 200N;
-
上下热板加热至所需温度并等待 30 秒;
-
在一定的速度下加压力并保持一定的时间;
-
降温至脱模温度;
-
在一定的速度下脱模;
-
模腔充气
-
打开模腔,取出塑料样品。
模压系统在模压时,是自动执行命令的,对应于上述工艺步骤的一段典型命令流如下:
Initialize Force control {true/false=0} Close chamber{}
Evacuate chamber{} Touch Force {Force=200}
Heating {Top=165.0deg, Bottom=165.0deg}
Temperature>={Temperature=155.0deg,Channel=3} Heating{Top=160.0deg, Bottom=160.0deg}
Waiting Time{Time=30.00s}
Force-Force controlled{Force=1000N,velocity=0.50000mm/min} Waiting Time{Time=60.00s} Cooling{Top=60.00deg,Bottom=60.00deg} Temperature<={Temperature=66.0deg,Channel=3}
Force-Force controlled{Force=100N,velocity=0.50000mm/min} Waiting Time{Time=30.00s}
Venting Chamber{} Cooling{Top=40.00deg,Bottom=40.00deg} Open chamber{}
Unlock door{}
表 2: 模压工艺参数
|
材料
|
模压温度
[℃]
|
模压压力
[N]
|
模压时间
[sec]
|
脱模温度
[℃]
|
|
PMMA
|
160
|
5000
|
60
|
60
|
|
PC
|
200
|
6000
|
50
|
120
|
|
PVC
|
140
|
4000
|
60
|
60
|
|
PS
|
130
|
5000
|
60
|
60
|
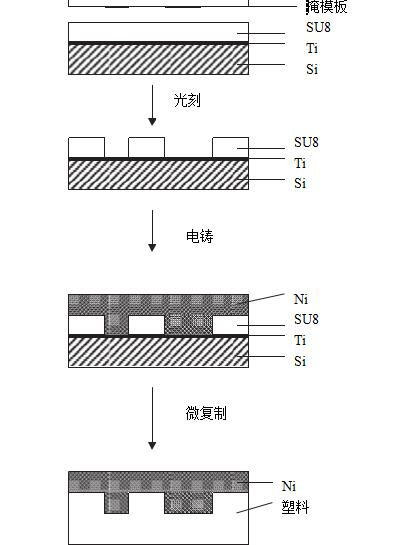
图 1: UV-LIGA 技术工艺路线
三、 结果
-
线宽变化
由于我们目前使用的光刻机含有 g-line、h-line 和 i-line,不是理想的单色 i-line,所以光刻工艺后造成光刻胶变宽,下表为我们目前得到的线宽变化与光刻胶厚度的关系。
表 3: 线宽变化与光刻胶厚度的关系
|
光刻胶厚度 [μm]
|
线宽变化 [μm]
|
|
50
|
1
|
|
100
|
2
|
|
200
|
5
|
|
500
|
10
|
-
成品率
对同样宽度的图形,圆柱的成品率要低于线条。表 4:不同厚度 SU8 胶图形成品率
|
厚度[μm]
|
圆 柱[μm]
|
线 条[μm]
|
|
100
|
线宽
|
5
|
10
|
20
|
5
|
10
|
20
|
|
成品率
|
7.3%
|
70%
|
100%
|
30%
|
100%
|
100%
|
|
200
|
线宽
|
10
|
20
|
30
|
10
|
20
|
30
|
|
成品率
|
1.8%
|
60%
|
95%
|
28%
|
91%
|
98%
|
|
500
|
线宽
|
25
|
30
|
40
|
25
|
30
|
40
|
|
成品率
|
0%
|
78%
|
96%
|
50%
|
89%
|
100%
|
-
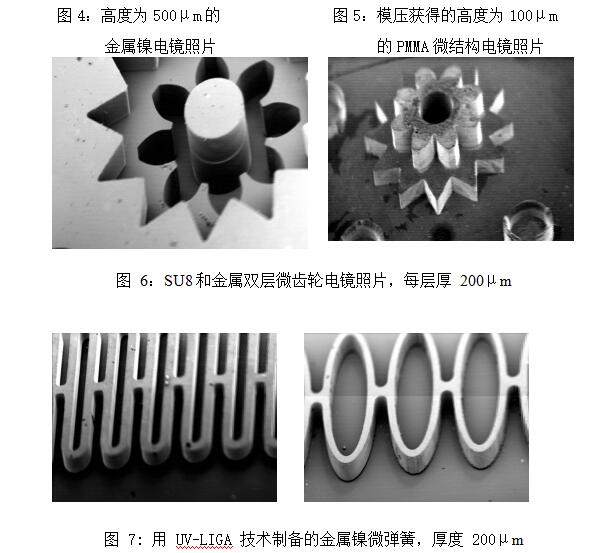
电镜照片
.jpg)
图 3:高度为 200μm 的 SU8 光刻胶电镜照片